
Флоу-пак станет удобней
Добавить статьюПодписка на рассылкуПоиск по разделу
В данной статье подробно описана возможность модификации классического пакета Флоу-пак (Flow-pack) с целью улучшения его потребительских свойств – удобства вскрытия (использования) не прибегая при этом к какой-либо существенной модернизации предназначенного для этого упаковочного оборудования существующего ныне.
Как известно основным сырьём для упаковки Флоу-пак являются различные полимерные плёнки и их сочетания, смотанные в рулоны (бобины) заданных размеров (рис 1).
Рис 1. Бобина с плёнкой.
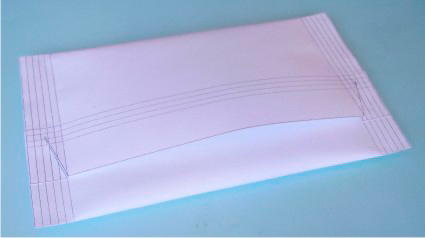
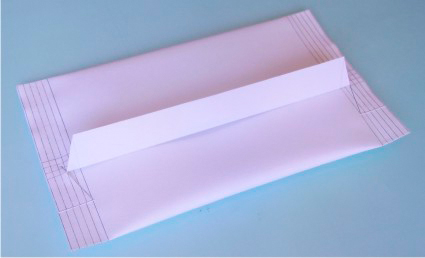
Сформированный на соответственном упаковочном оборудовании пакет с продукцией имеет следующий вид (рис 2).
Рис 2. Сформированный пакет (внешний вид).
|
|
Порядок формирования классического пакета Flow-pack /Флоу-пак.
Рис 3. Периметр плёнки формируемой упаковки.
|
|
Рис 4. Формирование рукава.
|
|
Рис 5. Рукав (красным цветом показаны линии спайки, склейки).
|
|
Рис 6. Пакет.
|
|
Берём его за основу и назовём – базовым (вариантом). Ниже рассмотрим изменения связанные с его модификацией.
Рис 7. Площадь периметра пакета (в развёрнутом виде).
|
|
|
|
{kind=link}
{kind=link}
{kind=link}
Рис 7. 1. Базовый. Рис 7. 2. Вариант А. Рис 7. 3. Вариант В.
Как видно на рис 7. 2 и 7. 3 у вариантов А и В появились некоторые изменения.
У варианта А:
- показано смещение периметра относительно продольной линии спайки (склейки);
- косыми - обозначены линии вырубки (высечки) образующие язычок (клапан);
- штрихпунктирными линиями обозначен периметр образуемой полости.
У варианта В:
- показано изменение кроя краёв периметра на волнообразный;
- косыми - обозначены линии вырубки (высечки) образующие язычок (клапан);
- штрихпунктирными линиями обозначен периметр образуемой полости.
Периметр площади взятого за основу промышленного образца, вариантов А и В – равны.
Рис 8. Фрагмент соединения продольной линии спайки (склейки) образующей рукав (вид сверху).
Рис 8. 1. Базовый.
Рис 8. 2. Вариант А.
Рис 8. 3. Вариант В.
Волнообразная форма кроя плёнки необходима для придания упаковке (вариант В) более эргономичного дизайна. Сферическая форма образуемого волной язычка имеет более эстетичный (совершенный, завершённый) вид и обладает информационной выразительностью.
Теперь распишем, как все эти изменения осуществлять на практике.
Смещение периметра относительно продольной линии спайки (склейки) осуществляется и регулируется направляющими ограничителями краёв плёнки в процессе формирования рукава (рис 9).
Рис 9. Профиль образования рукава с направляющими ограничителями.
|
|
Рис 9. 1. Базовый. Рис 9. 2. Вариант А. Рис 9. 3. Вариант В.
Вырубка (высечка) и изменение кроя краёв периметра на волнообразный (вариант В) осуществляются в процессе штанцевания ротационным валом соответствующей конфигурации. Исходя из целесообразности, в том или ином случае штанцевальный вал может быть установлен как на печатное оборудование, так и на оборудование формирующее бобины. Для осуществления такого рода технологического процесса предприятия изготовители плёночных материалов обладают достаточным набором средств.
Образование полости по периметру швов осуществляется путём удаления (стачивания) среднего выступа одной сварной губки взятой из каждой пары (рис 10).
Рис 10. Профиль сварных губок формирующих швы пакета.
|
|
Рис 10. 1. Базовый. Рис 10. 2. Варианты А и В.
Все изменения, описанные выше, вкупе дадут совершенно иную по своим потребительским свойствам упаковку – удобную (варианты А и В) и эргономичную (вариант В).
Рис 11. Пакет (вариант А).
|
|
|
{kind=link}
{kind=link}
Рис 11. 1. Рис 11. 2.
Порядок раскрытия пакетов варианта А и варианта В идентичны. Рассмотрим на примере последнего.
Рис 12. Пакет (вариант В) и порядок его раскрытия.
|
|
|
{kind=link}
{kind=link}
Рис 12. 1. Рис 12. 2.
Образовавшийся в результате выше описанных операций язычок (клапан) местами разрыва попадает на полые области швов, которые в свою очередь по принципу наименьшего сопротивления (“где тонко там и рвётся”) будут достаточно легко и ровно разъединяться.
|
|
|
{kind=link}
{kind=link}
Рис 12. 3. Рис 12. 4.
Стрелками указаны область удерживания и область захвата края язычка (клапана) – соответственно.
С наличием язычка (клапана) появляется целесообразность, в некоторых случаях, менять место расположения среднего (продольного) сварного шва тем самым либо увеличивая, либо уменьшая периметр площади вскрытия пакета. Для мелкого продукта этот шов может быть расположен в верхней части пакета, для крупного – в нижней. При этом такая возможность прибавляет дополнительной функциональности упаковке, а в результате становится ещё удобней и комфортней для потребителя. Появляется возможность плавности и поэтапности вскрытия пакета, что в свою очередь будет препятствовать выпадению даже самого мелкого продукта (например - сахара).
|
|
|
{kind=link}
Рис 12. 5. Рис 12. 6.
По моим наблюдениям у упаковок абсолютного большинства производителей в той части, которую потребуется модифицировать, всегда присутствует необходимый для этого излишек (запас) материала. Если же брать за основу упаковку без такого запаса материала то каждая бобина с плёнкой должна быть шире на то расстояние, которое позволило бы свободно ухватиться за язычок. На мой взгляд, 12-ти миллиметров будет вполне достаточно. К примеру:
-
если необходимая ширина равна 150-ти мм, то 150 + 12 = 162 мм, 162 / 150 = 1, 08, т. е. в этом случае количество используемого материала возрастёт на 8 %;
-
если необходимая ширина равна 300 мм, то 300 + 12 = 312 мм, 312 / 300 = 1, 04, т. е. в этом случае количество используемого материала возрастёт на 4 %.)
На данную конструкцию упаковки имеется патент на промышленный образец за номером 57390 "Упаковка для пищевых продуктов".
Подписывайтесь на наши новости в соцсетях и рассылке Unipack.Ru:


Источник: Unipack.Ru
Все статьи рубрики Все статьиПоиск по разделуВсе производители и поставщики продукции
- Пакеты, пакетики оптом (3172)
- Пакетики, чайные пакетики, саше (22)
- Фасовочные пакеты (упаковочные, пищевые) оптом (198)
- Упаковочное оборудование (7760)
- Горизонтальные упаковочные машины (156)
- Сварочное оборудование (85)
- Пленки для упаковки флоупак (flow pack) (45)
21:24 Ivan
Вы действительно думаете, что у них был выбор?
10:57 vlulyanov
Опять оголтелая борьба не с тем.
13:23 vlulyanov
А есть ли регион, где спрос на упаковку низкий? Пока существуют магазины сам...
17:47 vlulyanov
Как-то так сложилось, что не сразу прочитал эту статью. А когда сейчас прочи...
10:39 vlulyanov
На мой взгляд, лучше бы снимки изделий-победителей здесь дали.